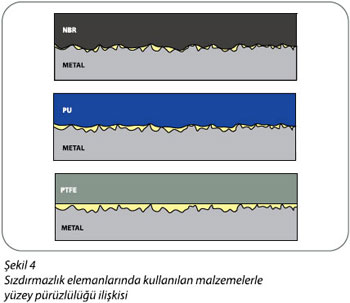
Sızdırmazlık elemanlarının çalışacağı kayma yüzeyleri honlanmış, ezilmiş veya taşlanmış ve parlatılmış olmalıdır. Yüzey kalitesi sızdırmazlık elemanı cinsine göre katalog değerlerine uygun olmalıdır. Şekil 4’de sızdırmazlık elemanlarının üretildikleri malzeme gruplarının gruplarına yüzey pürüzlerine uyumunu şematik olarak görmekteyiz. Şekil 4’de görüldüğü gibi kauçuk malzemeler yüzeydeki farklılıklara karşı çok daha iyi uyum sağlayabiliyorken, PTFE ürünlerin yüzeydeki değişkenliklere uyumu aynı derecede iyi değildir.
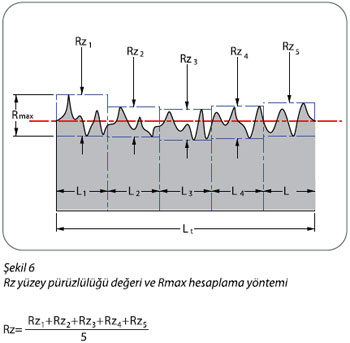
Kataloğumuzda kullanılan Rz belli bir yüzey uzunluğunda birbirini takip eden 5 maksimum değerin aritmetik ortalamasıdır,
Rmax ise bu değerlerin en büyüyüdür (Şekil 6).
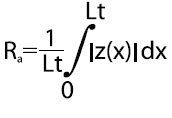
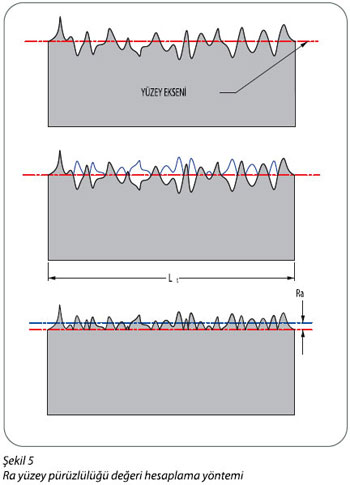
Kataloğumuzda Ra olarak belirtilen değer yüzeydeki belli bir yüzey uzunluğundaki pürüz büyüklüklerinin mutlak değerinin aritmetik ortalamasıdır (Şekil 5).
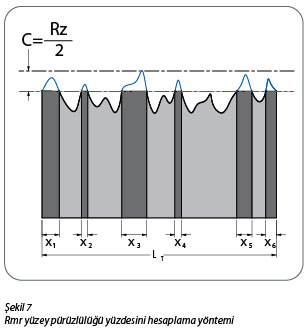
Sızdırmazlık elemanını kullanırken Ra ve Rz değerinin yanında ortalama yüzey temas alanının (YTA) da büyük önemi vardır. Yüzey temas alanı yüzdesi Rmr belli bir yüzey uzunluğundaki yüzey pürüzlüklerinin C derinliğinde kesildiğinde temas sağlayan yüzeylerin temas sağlamayan yüzeylere olan oranıdır. Kastaş A.Ş. C=Rz/2 değerine göre sızdırmazlık elemanlarının çalışma performanslarını en üst seviyeye getirecek Rmr değerlerini katalog sayfalarında vermiştir (Şekil 7)
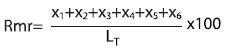
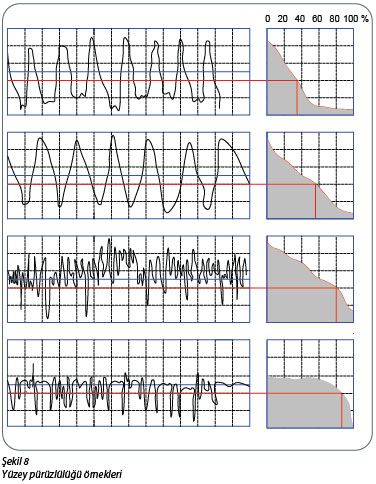
Yandaki grafiklerdende görüldüğü gibi Rmax değerleri birbirine yakın olan 4 farklı yüzey C derinliğinde kesildiği zaman Rmr değerleri %35 ile %90 arasında değişebilmektedir. Bu grafiklerden sonuncusundaki yüzey pürüzlülüğü ideal yüzeye örnek teşkil eder. Bu grafikte de görüldüğü gibi Rmr değerinin %100 olması istenmemektedir. Rmr değerinin %90’dan büyük olması durumunda kayma yüzeyinde ayna etkisi görülüp yağ filmi oluşmamakta ve sızdırmazlık malzemesinin çok kısa sürede hasar görmesine neden olmaktadır.